
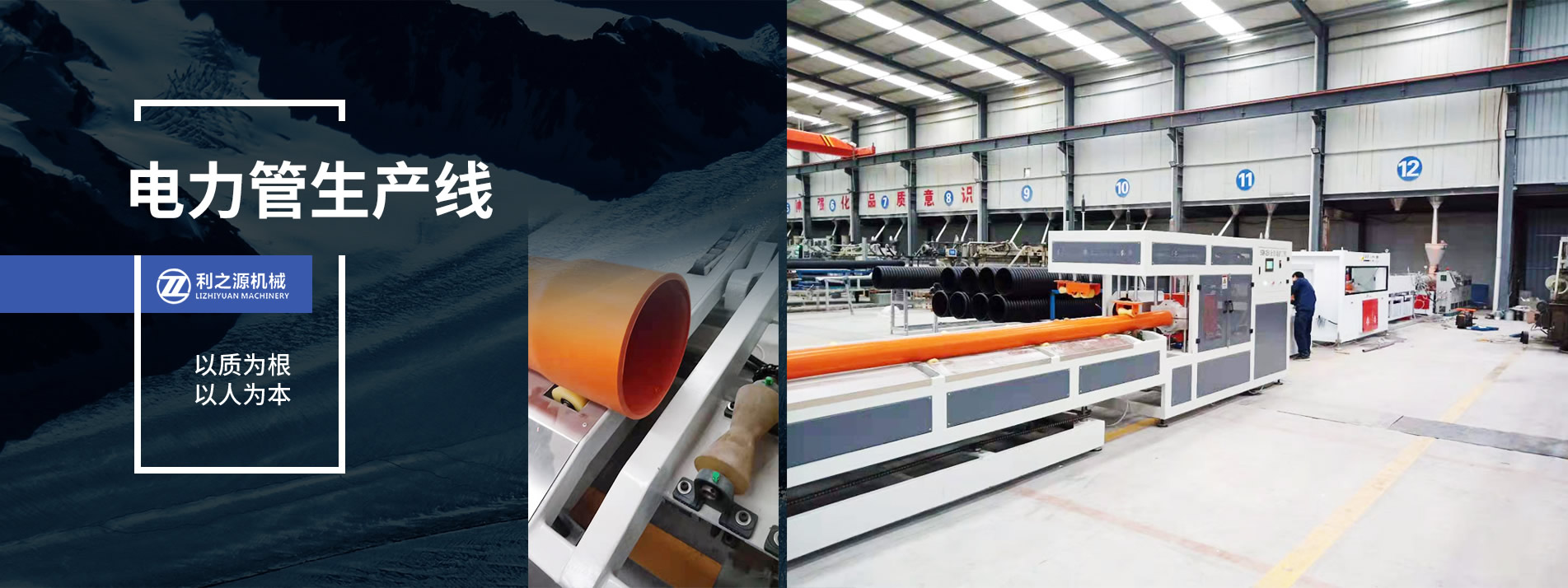


青岛利之源机械设备有限公司主要产品包括HDPE/PPR管材生产线、PERT地暖管高速挤出生产线、MPP电力管生产线、HDPE大口径缠绕管生产线、单/双壁波纹管生产线、PE超高分子管材生产线、PU/PE气动管生产线、PVC供/排水管材生产线、PVC穿线管生产线、PVC纤维增强软管生产线、PVC/PE/PP/ABS/PS等塑料板片材设备、型材设备、POM/PA塑料棒材设备、育苗盘成型机、全自动控根器设备及各种塑料造粒机等塑料加工设备。
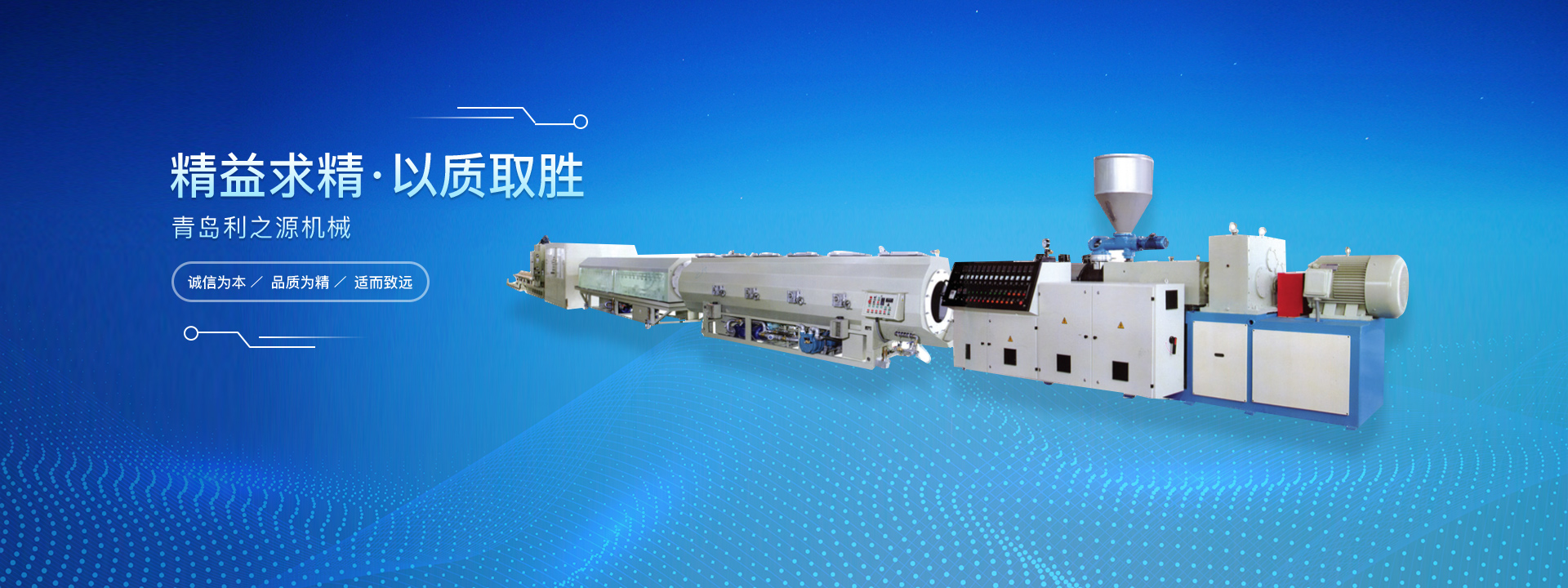
公司始终贯彻“创新、自强、合作、共赢”的核心价值观,坚持“诚信为本、品质为精、适而致远”的经营理念,牢记“敬业必有回报”这一至朴名言,竭尽全力,完善服务,群策群力,不断为客户提供优质、可靠、价格合理的新产品,帮助客户创造利润和商机。



安 装
调 试
人员培训
 中文
中文 English
English












 企业文化
企业文化
 资质荣誉
资质荣誉